发那科系统模具加工中心刀具补偿G43,G44,G49具体解析 二维码
7452
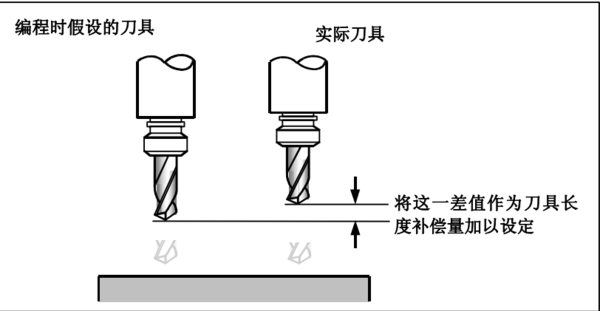
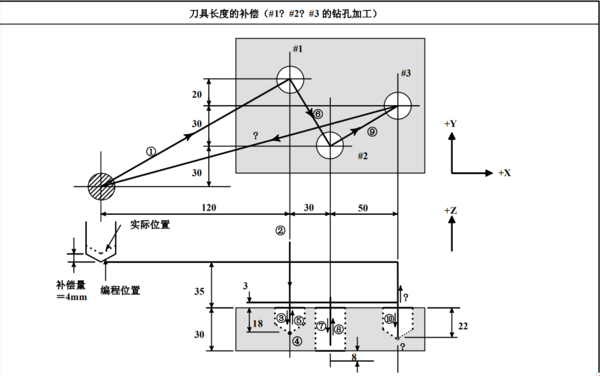
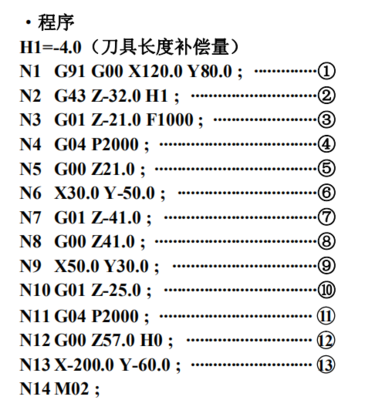
模具加工中心操作者编程时刀具的长度值与实际进行加工使用的刀具长度值之间的偏移设置到偏执存储器里,就可以不用修改程序补偿刀具长度值的偏移,可以通过G43/G44指定偏移方向,通过紧跟在刀具补偿量指定地址后的编号)(H代码),指定设置在偏置存储器中的刀具长度补偿量。
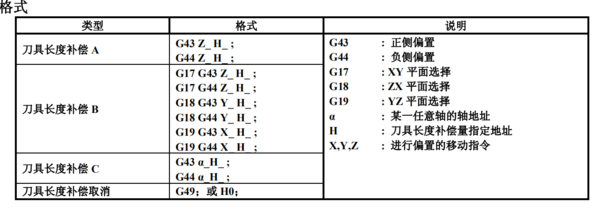
可根据可以进行刀具长度补偿轴的种类,使用以下三种方法进行长度补偿。 刀具长度补偿A:补偿沿基本Z轴方向的刀具长度值。 刀具长度补偿B:补偿所选平面的垂直方向的刀具长度值。 刀具长度补偿C:补偿沿指定轴方向的刀具长度值
选择刀具长度补偿的种类 通过参数TLB,TLC(NO.5001)来指定刀具补偿A,B,C的任何一个
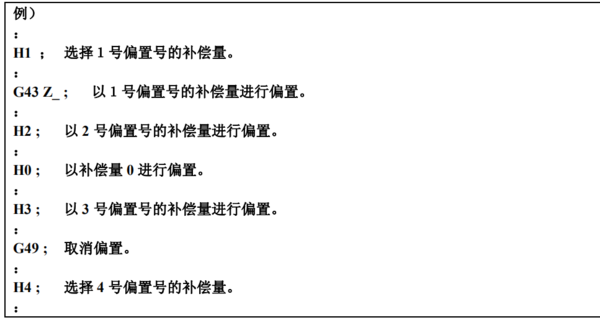
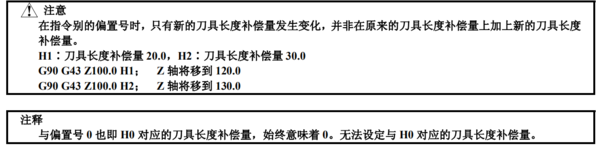
偏置的方向 不管是绝对指令还是增量指令,当G43被指定时,用H代码指定的刀具长度补偿量(设定在偏置存储器里)被加到由编程的移动指令的终点位置的坐标值上,当G44被指定时,从终点位置的坐标值上减去相同的值,产生的坐标值就成为终点位置。 省去轴的指令时,仅仅移动刀具长度补偿量的值。 G43和G44是模态G代码,在属于同一组内的另一个G代码使用前有效。 刀具长度补偿量的指定 将与由H代码指定的编号(偏置号)对应的刀具长度补偿量(设定在偏置存储器中),加到编程的移动指令里或从指令里减去。
补偿功能
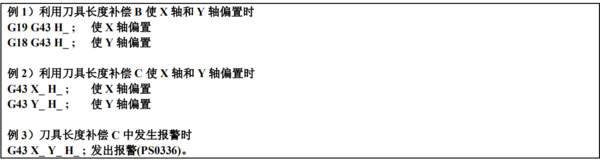
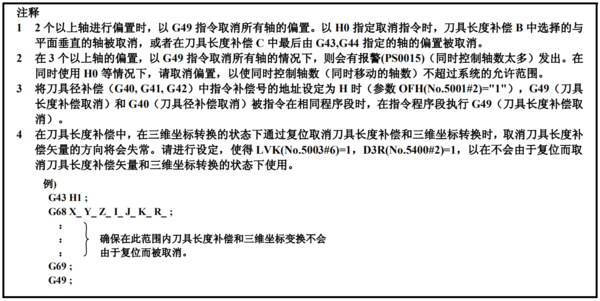
指定沿着2个以上轴的偏置 刀具长度补偿中B中,通过多个程序中指定偏置轴,即可进行2个轴以上的偏置。另外,及时在刀具长度补偿C中,只要将参数TAL设定为1,通过多个程序中被指定偏置轴,即可进行2个以上轴的偏置。在同一程序中没有指定轴时,会有报警PS0027发出,另外,在同一程序中指定了2个以上轴会有报警。
取消刀具长度补偿 如果取消偏置时,指令G49或H0.系统立即执行取消操作。
刀具长度补偿方式中的工件坐标系设定指令 刀具长度补偿方式中通过G代码指令(G92)设定工件坐标系时,设定成为应用补偿前的位置所指定的位置的坐标系。但是无法与刀具长度补偿矢量发生变化的程序段同时指令本G代码。 设定参数时,要先相比较刀具长度补偿,优先考虑刀具补偿。具体如下例 OFH=0的情形,根据模态状态(G43,G44,G49)进行适当处理 OFH=1的情形,在指令G40,G41,G42的程序中,刀具长度补偿无效,G40方式下,根据模态状态 (G43,G44,G49)进行适当处理,G41,G42方式下,刀具长度补偿只有在指令了G43,G44,G49的程序中有效,仅仅依靠H代码,不予以更新补偿量,但是只有在G40和G49被指令在同一程序中的情况下G49才有效果。
文章分类:
咨询文章
|