数控模具加工中心加工多边形动能设定和注意事项 二维码
331
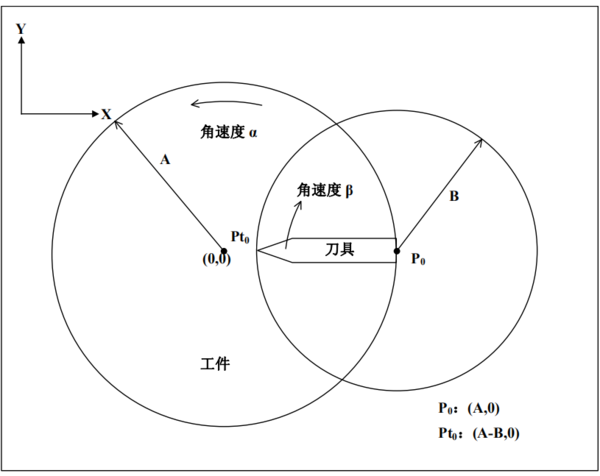
发表时间:2018-11-12 11:20 将数控模具加工中心的控制轴(伺服轴)的1个轴分配给刀具旋转轴来使用。下面,把这个刀 具旋转轴称为Y轴。而工件轴(主轴),串行主轴/模拟主轴都可以使用。 通过G51.2的指令,以使主轴的转速(预先通过S指令来指令。)和刀具的转速 成为所指令的比率的方式控制Y轴。 如果通过G51.2开始同步,检测安装在主轴上的来自位置编码器的1周旋转信 号。检测后,用由P,Q指令的主轴和Y轴的旋转比来控制Y轴。由此,在主轴 上需要安装位置编码器。 这个控制会一直维持到执行多边形加工取消指令(G50.2)为止。另外,除了G50.2 的指令外,通过下列操作也可以取消多边形加工。 (1)电源切断 (2)紧急停止 (3)伺服报警 (4)复位(外部复位信号ERS、复位&倒带信号RRW以及MDI面板上的RESET (复位)键) (5)发生报警(PS0217~PS0221,PS0314,PS5018)时 注释 1加工中心在多边形加工前,为了决定刀具旋转的开始位置,必须指定Y轴参考点 返回指令。此参考点返回与手动参考点返回一样检测减速限制而执行参 考点返回操作。(通过设定参数PLZ(No.7600#7),可以不检测减速限制 而执行参考点返回操作。) 2通过Q的符号决定Y轴的旋转方向,这不会影响到位置编码器的旋转方 向。 3Y轴的位置显示中,机械坐标值(MACHINE)的显示会伴随着Y轴的动 作,按照0~1周旋转的移动量的范围变化。绝对坐标以及相对坐标不会 被更新。因此,取消多边形加工方式后,对于Y轴进行绝对位置指令时, 请在参考点返回后设定工件坐标系。 4JOG进给以及手轮进给对于多边形加工中的Y轴无效。 5有关非多边形加工中的Y轴,可以如其他的控制轴那样地进行移动指令。 6多边形加工中的Y轴不包含在同时控制轴数中。 7对于同一个工件,请在进入最后加工之前用同样的主轴速度加工。 8无法和主轴间多边形加工同时使用。 9G50.2是抑制缓冲的G代码。 虽然需要安装位置编码器,但是,关于主轴的结合,为进行多边形加工无需特别 的变更。 多边形加工中,通过位置编码器的反馈信号来控制主轴和刀具旋转轴的位置关系 (切削位置)以及转速比。 多边形加工中心的工作原理:下面对于多边形加工的原理进行说明。 如下图所示,把工件以及刀具的半径分别设定为A、B,把工件以及刀具的各速 度分别设定为α、β。把XY笛卡尔坐标系的原点设定为工件的中心。为了使说明 更简单易懂,我们可以考虑假设如下图那样刀具中心在工件的圆周上的位置 P0(A,0)上,从刀尖在Pt0的位置(A-B,0)出发。
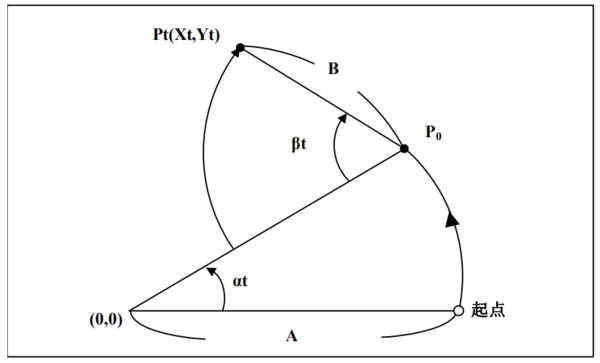
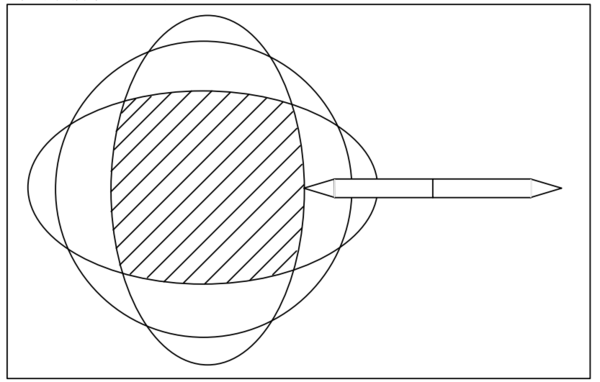
这时,经过时间t后的刀尖位置Pt(Xt,Yt)可以用式1和2来表示。 =cosα−BtAXtβ−α)cos(t(式1) =sinα+BtAYtβ−α)sin(t(式2) 工件和刀具的旋转比为1:2,也就是β=2α时,式1和2可以变形为下式。 =cosα−α=−cos)(cosαtBAtBtAXt(式1)’ =sinα+α=+sin)(sinαtBAtBtAYt(式2)’ 这些式子表示刀具的刀尖是长径为A+B,短径为A-B的椭圆。 这样,如果考虑刀具在180度的对称位置各放1把合计为2把的情形,则可以加 工如下图所示的四边形。
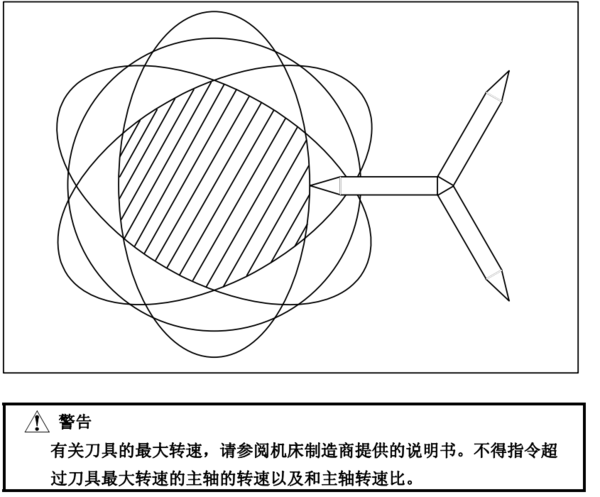
如果,每隔120度合计放置3把刀具时,就成为如下图所示的六边形。
参数设定如下例所示:下面示出使用串行脉冲编码器进行多边形加工时的标准的参数设定例。 (1)刀具旋转轴的设定 这里,假设将CNC的第4轴作为Y轴结合,将其使用于多边形加工的刀具旋 转轴中。 No.7610=4(刀具旋转轴的控制轴号) 下面,假设将轴型参数的设定设为第4轴。 (2)与伺服相关的设定 CMR=1 DMR=36/100 假设上式成立。(参考计数器容量为360000。) No.1820=2(CMR) No.1821=360000(参考计数器容量) No.2084=36(DMR的分子) No.2085=100(DMR的分母) 上述以外的与伺服相关的参数,请设定标准的设定值。 (3)多边形加工用的设定 Y轴的最小移动单位、检测单位、每转动一周的移动量如下所示。 最小移动单位=DMRQ CMR × L× 检测单位=DMRQ L CMR×=最小移動単位 刀具轴每转动一周的移动量=最小移動単位 360 其中 L:电机每转动一周的刀具的移动量(360×增速比)[deg]。 譬如,伺服电机和旋转刀具直接连结时,L=360,增速到2倍时,L=720。 Q:脉冲编码器每转动一周的脉冲数 (串行脉冲编码器下Q=1000000。) 这里的最小移动单位是Y轴特有的单位,其与参数ISAx、ISCx(No.1013#0,#1) 的设定无关地被确定。 参数ISAx、ISCx都设定为0,以便成为ISB。 伺服电机和旋转刀具直接连结的情况下, 最小移动单位=0.001 100000036/100 1360=× ×[deg] 刀具轴每转动一周的移动量=360000 001.0 360= 此外,刀具旋转轴的上限转速为: 伺服电机的最高转速×增速比 所以,伺服电机的最高转速为1000[1/min],伺服电机和旋转刀具直接连结的 情况下 刀具旋转轴的上限转速=1000×1=1000[1/min] 因此,参数的设定为: No.7620=360000(刀具旋转轴每转动一周的移动量) No.7621=1000(刀具旋转轴的上限转速) (4)进给速度相关的设定 Y轴的最小移动单位为0.001[deg],进给速度的设定单位为1[deg/min]。 譬如,希望将快速移动速度设定为1000[1/min]时 No.1420=360000(=1000×360) 按照上述方式予以设定。其他的进给速度关系也以1[deg/min]单位进行设定。 (5)NC程序中发出的指令等 非多边形加工中时,可以从加工程序中向Y轴发出移动指令。 虽然可以与通常的轴一样进行指令,但是,需要注意移动单位和进给速度。 V3; 在上述指令下,Y轴移动0.003[deg]。或 V1.0; 在上述指令下,Y轴移动1.000[deg]。 Y轴的机械坐标的当前位置显示,被以参数(No.7620)的设定值舍入。 此例中,成为0.000~359.999范围内的显示。 多边形同步中信号PSYN<Fn063.7> [分类]输出信号 [功能]此信号向PMC通知处在多边形加工中方式的事实。 [输出条件]通过多边形加工方式指令(G51.2),此信号成为'1',多边形加工方式中维持'1'。 通过解除多边形加工方式(G50.2指令或者复位等),此信号成为'0'。 多边形加工方式中以外时此信号维持'0
有关用作刀具旋转轴的与 CNC 控制轴相关的信号,根据是否处在多边形加工方 式中的情形有的会成为无效。 山东海特数控机床专业CNC加工中心生产厂家,(价格咨询18363209199)拥有17年制造经验,专业生产模具加工中心、立式加工中心、卧式加工中心、龙门加工中心、四轴五轴加工中心等各类智能数控机床。
文章分类:
咨询文章
|