五轴模具加工中心手轮不能运行的原因和解决方法 二维码
1323
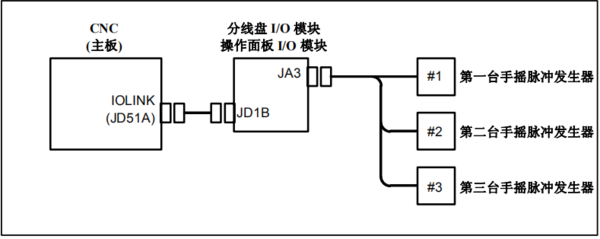
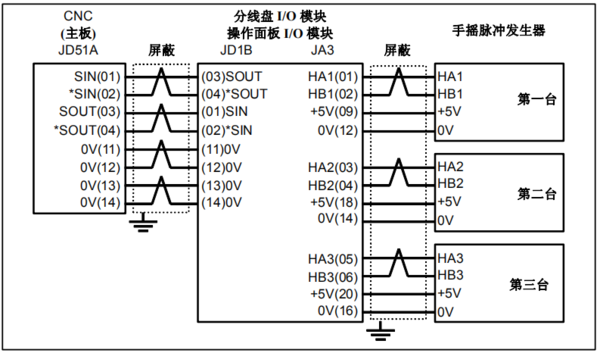
1:先检查确认系统伺服是否被激活。 2:检查确认手摇脉冲器是否正确连接到I/O模块。 3:检查确认是否正确进行了I/O模块的I/OLinK的分配。 4:检查确认是否设定相关的参数,是否已经输入了相关的信号。 5:通过CNC诊断功能更确认内部状态。 原因和处理方法:1先确认伺服系统的激活情况,确认伺服放大器的LED是否显示出0,若是0以外的显示,说明伺服尚未被激活,这种情况下,JOG运行和自动运行都不会操作。确认伺服相关参数,并确认布线情况。 2确认手摇脉冲发生器,检查电缆是否有不良断线等,可以参照下图,检查是否存在电缆的断线、接地故障等异常。
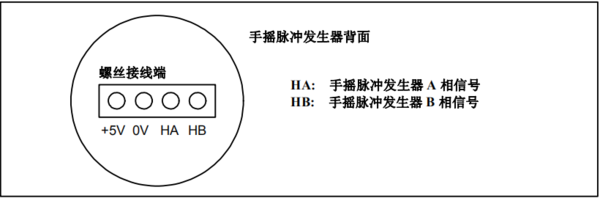
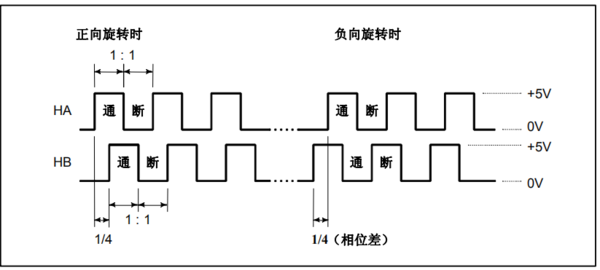
手摇脉冲发生器的不良,旋转手摇脉冲发生器时,会输出下列信号,利用手摇脉冲发生器背面的螺丝接线端,通过示波器进行测量,如果尚未输入信号,同时测量+5V的电压。
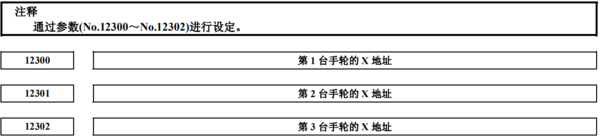
同时确认通:断比率以及HA/HB的相位差等。 同时确认通:断比率以及HA/HB的相位差等。 3:I/OLink分配的确认 将手摇脉冲发生器的信号输入到已被分配给手摇脉冲发生器的PMC的X地址中。(此X地址是参数(No12300~12302) 的设置值。 旋转手播脉冲发生器,并在PMC信号监控器画面(见6.4.1节)确认与参数(No.12300~12302)相应的X地址中的信 号是否出现累加/倒计。如果即使旋转手摇脉冲发生器,相应信号也没有发生变化,则请确认手摇脉冲发生器的连接及 I/OLink的分配是否正确。 3确认参数、输入信号 (详情请参阅14节“CNC状态显示”) (1)确认基本参数
确认分配给手摇脉冲发生器的PMC地址的X地址
设定与I/OLink链接的手轮地址值(PMC的X地址)。不连接手轮的情况下,地址值设定为-1.
确认CNC状态显示,选择手轮方式时,只要显示HND,方式选择就属于正常。当没有显示HND时,说明下列方式选择信号没有正确输入,所以根据PMC的信号状态画面确认方式选择信号
确认手轮进给轴选择信号,通过PMC的信号状态画面确认信号
选择数控加工中心操作面板的用于手轮进给的轴选择开关时,只要上述信号按照如下方式被输入就属正常。
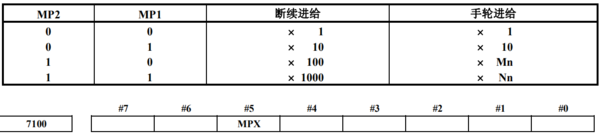
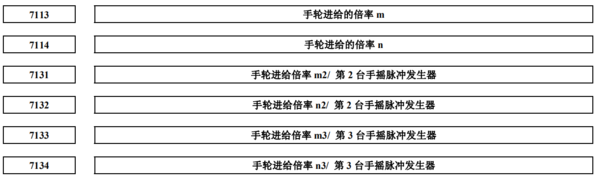
确认手轮进给倍率,通过PMC的信号状态画面确认信号,此外,基于参数列表确认下列相关参数。
手轮方式时,切换每步的移动量。
#5MPX手轮进给中,手轮移动量选择信号 0:将第1台手摇脉冲发生器用的信号MPI,MP2<G01945作为各手摇脉冲发生器共同的信号来使用1:针对每台手摇脉冲发生器使用各自的手动手轮进给移动量选择信号。 第1台手摇脉冲发生器 MPI.MP2<G019.4.5 第2台手脉冲发生器 MP21,:2G080 第3台手摇脉冲发生器MP3I,MP32~G087
|